消失模鑄造時進(jìn)砂問題如何處理?
發(fā)布時間: 2020-03-20 來源:洛陽順祥機(jī)械有限公司 點擊:688
消失模進(jìn)砂是消失模鑄造時常見的缺陷,進(jìn)砂部位可能涉及到直澆道/橫澆道/內(nèi)澆道等,尤其是澆注系統(tǒng)與逐漸結(jié)合的部位。
消失模鑄造的夾渣缺陷
夾渣缺陷是指干砂粒、涂料及其他夾雜物在澆注過程中隨著鐵水進(jìn)入鑄件而形成的缺陷。在機(jī)加工后的鑄件表面上,可看到白色或黑灰色的夾雜物斑點,單個或成片分布,白色為石英砂顆粒,黑灰色為渣、涂料、泡沫模型熱解后殘留物和其他夾雜。這種缺陷俗稱為“進(jìn)砂”或“夾渣”,在消失模鑄造生產(chǎn)中該缺陷是一種很常見的缺陷。幾乎采用消失模鑄造的工廠是普遍存在的,且很難徹底根除。只有在每一道工序上采取多種措施且精心操作才能把“夾渣”降到很低,取得比較滿意的效果。
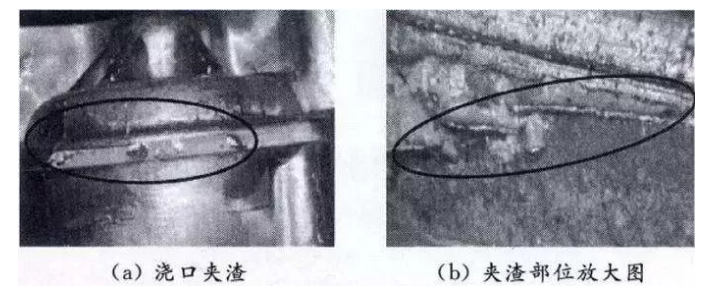
在消失模鑄件冷卻打箱后未清理前,根據(jù)鑄件及澆注系統(tǒng)表面狀況,即可以判定有沒有進(jìn)砂和夾渣缺陷。如果澆口杯、直澆道、橫澆道、內(nèi)澆道和澆口表面或連接處以及鑄件表面粘砂嚴(yán)重或有裂紋狀粘砂存在,則基本可以肯定鑄件有夾渣和進(jìn)砂缺陷。砸斷澆道棒或澆道拉筋,可看到斷口上有白色斑點,嚴(yán)重時斷口形成一圈白色斑點。這樣的鑄件,特別是板狀、圓餅狀鑄件機(jī)加工后加工面上就會有白色、黑灰色斑點缺陷。如果工序操作規(guī)程控制不嚴(yán)格,生產(chǎn)的鑄件嚴(yán)重的影響了鑄件質(zhì)量和定單完成的進(jìn)度。
造成夾渣和進(jìn)砂缺陷的原因
經(jīng)過我們在生產(chǎn)實踐中長期觀察證明,從澆口杯、直澆道、橫澆道、內(nèi)澆道至鑄件,所有部位都有可能造成進(jìn)砂,特別是澆注系統(tǒng)與鑄件的結(jié)合部位。在整個生產(chǎn)過程中,澆注系統(tǒng)白模表面的涂料脫落開裂、白模結(jié)合部位的涂料脫落開裂、泡沫塑料白模表面的涂料脫落開裂、直澆道封閉不嚴(yán)密等因素是造成夾渣、進(jìn)砂缺陷的zui主要原因。其次,工藝參數(shù)的選擇,如澆注系統(tǒng)凈壓頭大小、澆注溫度高低、負(fù)壓度大小、干砂粒度等因素,以及模型運輸過程及裝箱操作情況等都對鑄件夾渣和進(jìn)砂缺陷有很大影響。只有在這些環(huán)節(jié)采取系統(tǒng)的措施、精心操作,才能把鑄件的夾渣缺陷減少和基本消除,獲得優(yōu)質(zhì)鑄件。克服夾渣缺陷是一個系統(tǒng)工程。
減少和克服夾渣缺陷的方法和措施
進(jìn)砂問題、夾渣缺陷是消失模鑄造生產(chǎn)的一大難題。目前消失模鑄造生產(chǎn)很成功的主要是三類產(chǎn)品,即抗磨件、管件和箱體類鑄件,它們都是很少加工或不加工的鑄件。對于加工面多且要求高的鑄件,夾渣缺陷是一個關(guān)鍵需要解決的問題。我們的經(jīng)驗是從以下幾個方面采取措施可以減少和消除夾渣缺陷:
1,涂料
消失模涂料的作用是:
1),提高鑄件表面光潔度、使鑄件粗燥度降低2-3個等級,提高鑄件表面質(zhì)量和使用性能。
2)減少和防止粘砂、砂孔缺陷。
3),有利于清砂、落砂。
4),將澆注時消失模融熔的液體和氣體順利通過涂料層排出到鑄型砂中去,而且防止金屬液滲入砂型,防止鑄件產(chǎn)生氣孔、金屬滲透和碳缺陷。
5),提高模樣強(qiáng)度和剛度,防止在運輸、填砂震動造型時產(chǎn)生變形和破壞,有利于提高鑄件尺寸精度和成品率。消失模鑄造用涂料要求具有強(qiáng)度、透氣性、耐火度、絕熱性、爆熱抗裂性、耐急泠急熱性、吸濕性、清理性、涂掛性、懸浮性、不流淌性等一系列性能,防止夾渣缺陷首先要求涂料具有高的強(qiáng)度和耐火性能。要求涂掛于白模表面的涂料層在烘干和運輸過程中不產(chǎn)生裂紋和開裂,即涂料應(yīng)具有足夠的室溫強(qiáng)度;而在澆注過程中,在高溫金屬的長時間沖刷作用下涂料層也要不脫落、不產(chǎn)生裂紋開裂,即有高的高溫強(qiáng)度。在液態(tài)金屬進(jìn)入鑄型時直澆口封閉嚴(yán)密、鑄件和澆注系統(tǒng)表面的涂料層不脫落、不產(chǎn)生裂紋和開裂是防止夾渣缺陷的首要條件,如果澆道密封不嚴(yán)密,涂料層產(chǎn)生脫落、裂紋和開裂,大量砂粒、涂料和夾雜物就會進(jìn)入金屬形成夾渣缺陷。強(qiáng)度和透氣性是涂料的兩個重要的性能,有時候要求澆注系統(tǒng)用的涂料要比鑄件涂料具有更高的耐火強(qiáng)度,以抵御高溫金屬長時間的沖刷作用而不脫落開裂。操作工在涂刷過程必須保證涂料的均勻性。
2.裝箱操作
在裝箱時模樣組(模型+澆注系統(tǒng))表面的涂料層不允許有任何脫落、裂紋和開裂,特別是在直澆道與橫澆道結(jié)合處、橫澆道與內(nèi)澆道結(jié)合處、內(nèi)澆口與鑄型結(jié)合處,只要有松動、裂紋、連接不牢靠就有可能進(jìn)砂。這就要求結(jié)合處強(qiáng)度要高、涂料要比較厚,澆注系統(tǒng)要有足夠的剛性,必要時需設(shè)置拉筋或加固套。模樣組放置于砂箱底砂上時應(yīng)平穩(wěn),不允許懸空放置時即開始撒砂震動造型,以避免震裂涂料層。不要正對模樣猛烈加砂,應(yīng)先用軟管加砂,震動振實時再用雨淋設(shè)備撒砂。開始震動造型時震動要輕微、震幅要小,等干砂埋住模樣再大幅震動。在震動造型時澆注系統(tǒng)特別是直澆道時不允許掰、彎,以免涂料層破裂,要嚴(yán)密封閉直澆口以免進(jìn)砂。整個裝箱、撒砂、震動、造型操作過程要非常仔細(xì)小心,一定要保證在澆注前模樣組涂料層沒有任何脫落、開裂和裂紋。在澆注前應(yīng)再次把澆口杯清理保證沒有浮砂、塵土和雜物。
3,澆注壓頭、溫度和時間
澆注時壓頭越高對澆注系統(tǒng)和鑄型的沖刷越大,沖壞涂料造成進(jìn)砂的可能性也越大,對不同大小的鑄件壓頭要有所不同。要選擇容量合適的澆包,澆包要盡可能降低澆注高度,包嘴盡量靠近澆口杯,應(yīng)避免用大包澆小活。澆注溫度越高,對涂料性能要求就越高,就越容易產(chǎn)生粘砂夾渣等缺陷,應(yīng)選擇合適的澆注溫度。對于灰鑄鐵件,出爐溫度可在1480℃左右,澆注溫度為1380-1420℃;球鐵鑄件出爐溫度應(yīng)在1500℃以上,澆注溫度為1420-1450℃;鑄鋼件澆注溫度為1480-1560℃。一箱需鐵水300-500公斤的鑄鐵件澆注時間可控制在10-20秒左右。
4,負(fù)壓
消失模鑄造的澆注過程一般都是在真空條件下進(jìn)行的,負(fù)壓的作用是緊實干砂、加快排氣、提高充型能力,在真空密封條件下澆注改善了工作環(huán)境。負(fù)壓度的大小對鑄件質(zhì)量有很大影響,過大的負(fù)壓度使金屬液流經(jīng)開裂、裂紋處時吸入干砂和夾雜物的可能性增加,也使鑄件的粘砂缺陷增加。過快的充型速度增加了金屬對澆道和鑄型的沖刷能力,易使涂料脫落進(jìn)入金屬,也容易沖壞涂料層造成進(jìn)砂。對于鑄鐵件,合適的負(fù)壓度一般0.025-0.04MPa。
5,設(shè)置擋渣、撇渣和集渣冒口
在澆注系統(tǒng)設(shè)置擋渣、撇渣和鑄件上設(shè)置集渣冒口和采取擋渣、撇渣措施有助于改善進(jìn)砂和夾渣缺陷。
6,型砂 型砂粒度過粗、過細(xì)都影響夾渣和粘砂缺陷的產(chǎn)生,粒度過粗使粘砂夾渣缺陷增加。鑄鐵件一般采用粒度30/50的干石英砂(水洗砂)即可。
7,采用鐵水凈化技術(shù) 消失模鑄件的整個成型過程都要考慮鐵水凈化問題,這是消失模鑄造的關(guān)鍵技術(shù)之一。包括從鐵水熔煉、過熱、直至澆入鑄型的全過程均要考慮凈化問題,過濾技術(shù)是其中之一。